- sales@completestudweld.com
- 216-904-4008
Short Cycle Stud Welding Process Description
Short Cycle Drawn Arc Stud Welding is commonly refereed to as “Short Cycle Stud Welding” or “SC.”
The SC welding sequence is the same as the sequence of ARC Stud Welding, however, with relatively higher currents and shorter welding times (100 milliseconds).
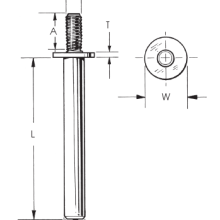
The SC welding process is very suitable for stud diameters up to 1/2” (12mm) on thin sheets. To achieve a high welding quality, use of a shielding gas is recommended.
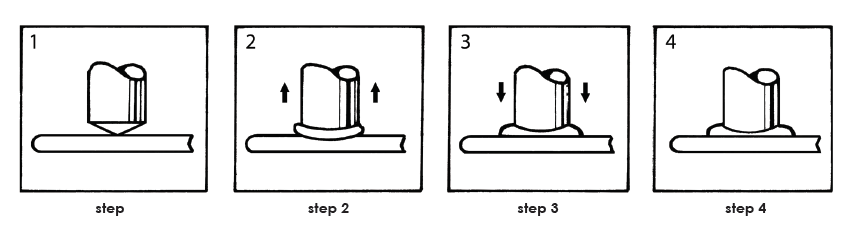
1) The welding gun is positioned over the base material and the main gun spring is partially
compressed.
2) The trigger is pressed and the stud lifts off the base material, drawing an arc. The arc
melts the end of the weld stud and the base material below. The process times out and
the main current is shut off.
3) The main spring plunges the weld stud down into the molten pool of metal in the base
material. The cycle is complete and the resulting weld bond develops full strength of the
fastener in the weld zone.
4) The weld gun is withdrawn from the weld stud.