- sales@completestudweld.com
- 216-904-4008
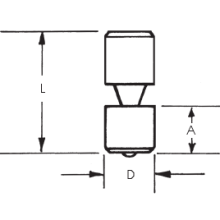
Threaded & No Thread CD Weld Studs: Complete Stud Welding has various sizes of externally and internally threaded weld studs and various shapes and size of no thread weld studs. These weld studs are used in various construction, automotive and industrial applications.
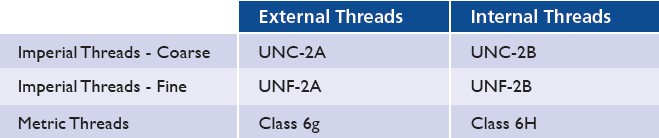
Threads: The chart below depicts the thread standards for imperial and metric external and internal threads. Unless requested or quoted otherwise, threads will be quoted based on these common thread standards.
Unless indicated or quoted otherwise, external threads will be a rolled type thread. The strength and surface finish of rolled threads are considered to be superior to cut type threads.
Auto Feed Quality: All CD weld studs are available in auto feed quality. This allows for usage in auto feed stud welding systems. Auto feed hand guns and weld heads are available with the power source(s) and feeding equipment for incorporation into automated CNC and robotic systems. Auto feed quality should be requested at the time of quotation.
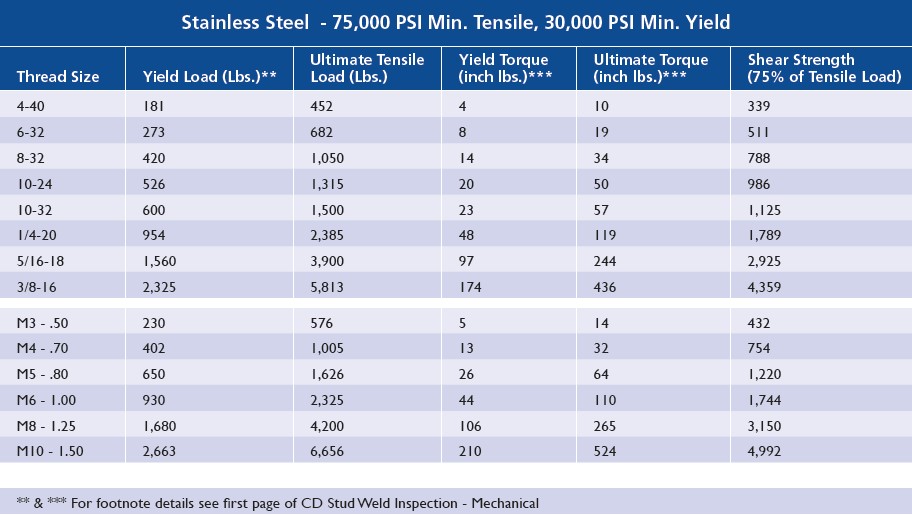
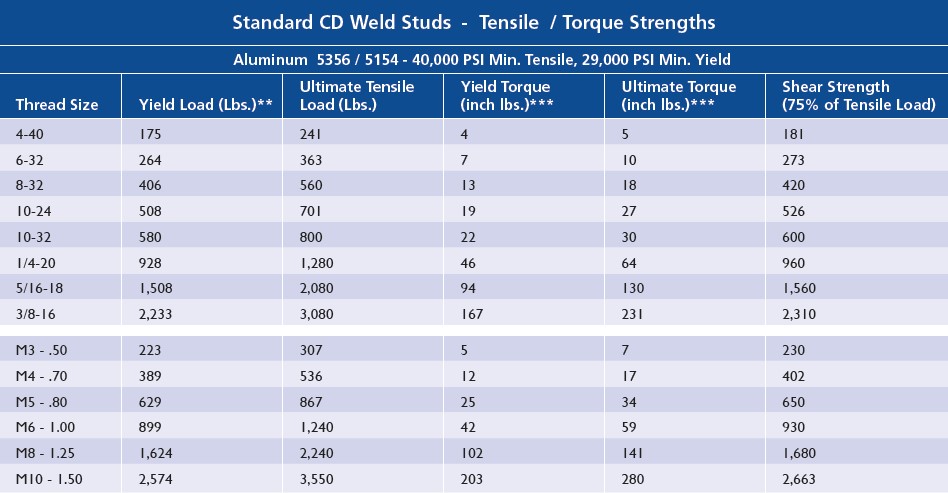
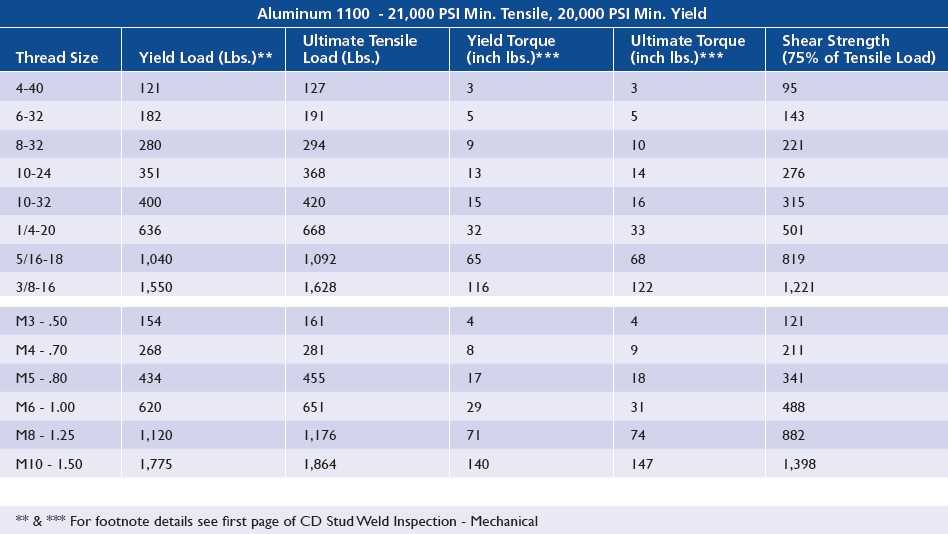
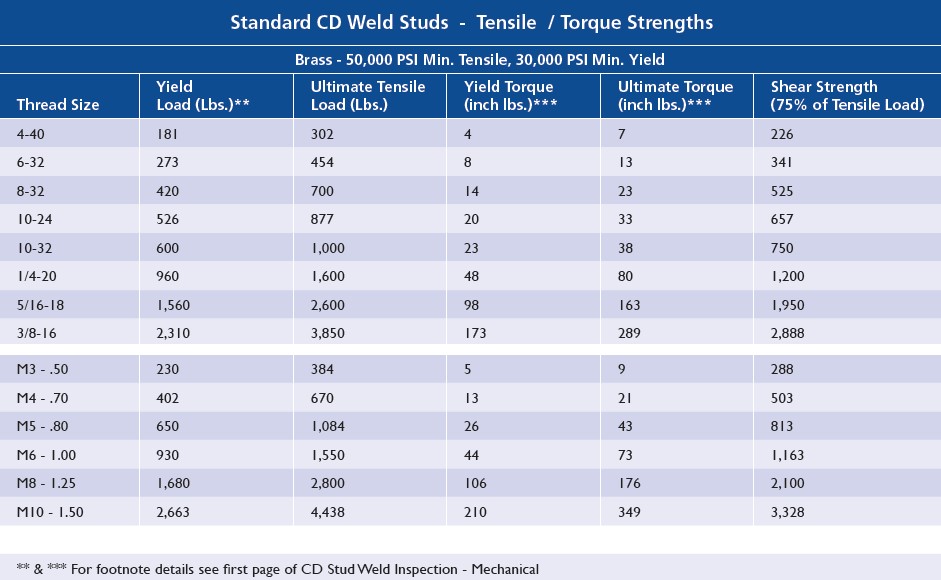
Material: The chart below depicts the common material types with corresponding typical tensile strengths used to produce CD Weld Studs.
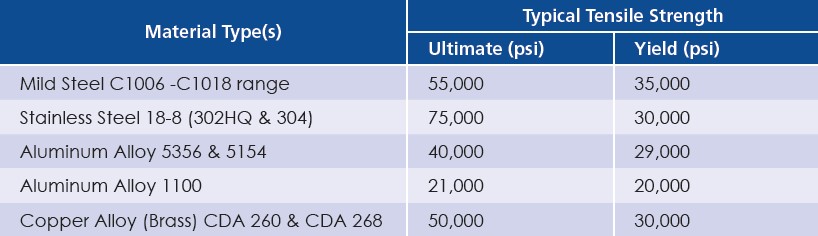
Note, all external threaded mild steel CD studs are copper flashed / plated.
Plating: For mild steel studs, copper plating is standard for externally threaded studs. Upon request Nickel, Zinc and other plating’s are available.
Annealing: All low carbon steel and stainless steel studs are annealed where required.
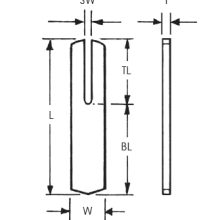
Weld Base: CD Studs are available in the Flanged, Small-Flanged and Non-Flanged condition.
Length Reduction: CD Studs have no appreciable length reduction after welding.
Shielding: The CD Process does not utilize ferrules or arc shields as with the ARC Stud Welding Process.
Generally shielding gas is not required.
Welding Position: CD Studs can easily be welded in the down hand, side hand and overhead positions.
Other: For further details please see the following sections:
Tensile Load: L = SA
Torque: T= 0.2 x D x L
META*: A= Pi/4 x [D – (0.9743/N)]
A = Mean Effective Thread Area (META)*
D = Nominal Thread Diameter
L = Tensile Load Pounds
N = Threads Per Inch
S = Tensile Stress in PSI
T = Torque in Inch Pounds
* META is used instead of root area in calculating screw strengths because of closer correlation with actual tensile strength. META is based on mean diameter, which is diameter of an imaginary coaxial cylinder whose surface would pass through the thread profile approximately midway between the minor and pitch diameters.
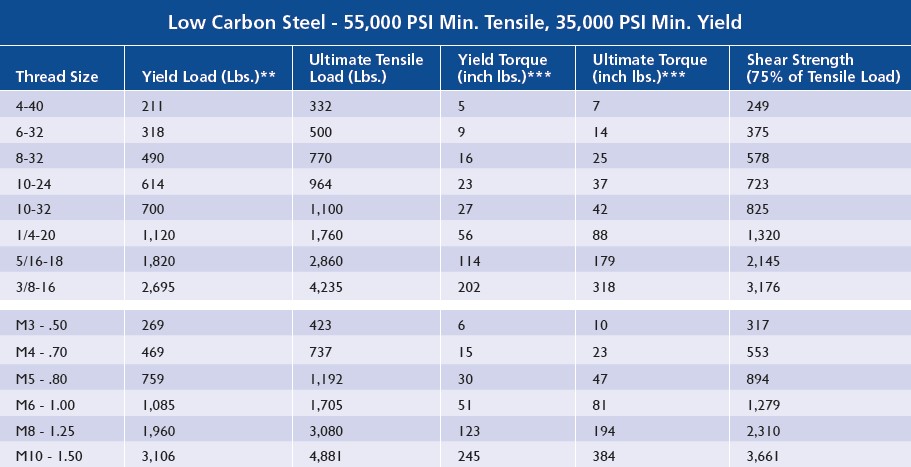
** Please note, in actual practice a stud should not be used at its yield load. A factor of safety must be applied. It is generally recommended that studs be used at no more than 60% of yield. However the factor of safety may vary up or down, depending on the application. The user will determine the appropriate safety factor.
*** Please note, Torque figures based on assumption that excessive deformation of thread has not taken relationship between torque/tension out of its proportional range.
Shear values were calculated at 75% of the Ultimate Tensile Load of the stud.
** & *** Applies to subsequent Tensile / Torque Strength Charts.
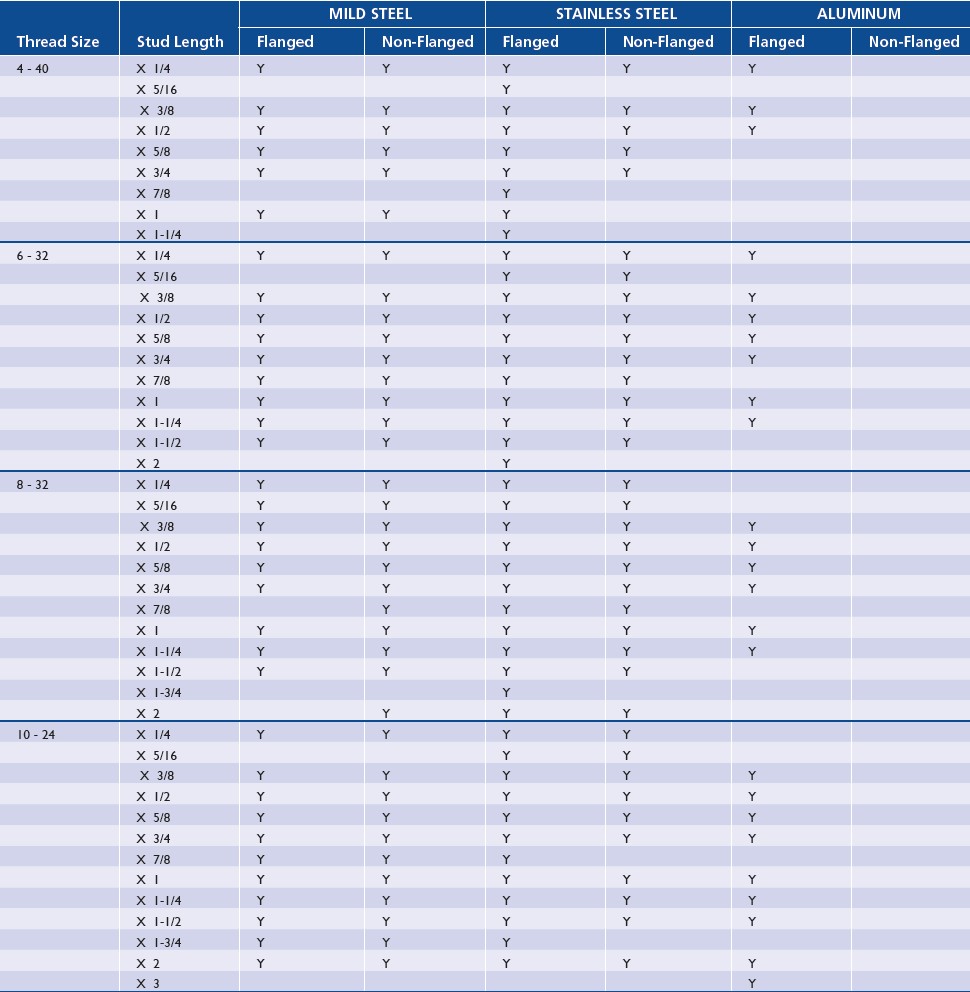
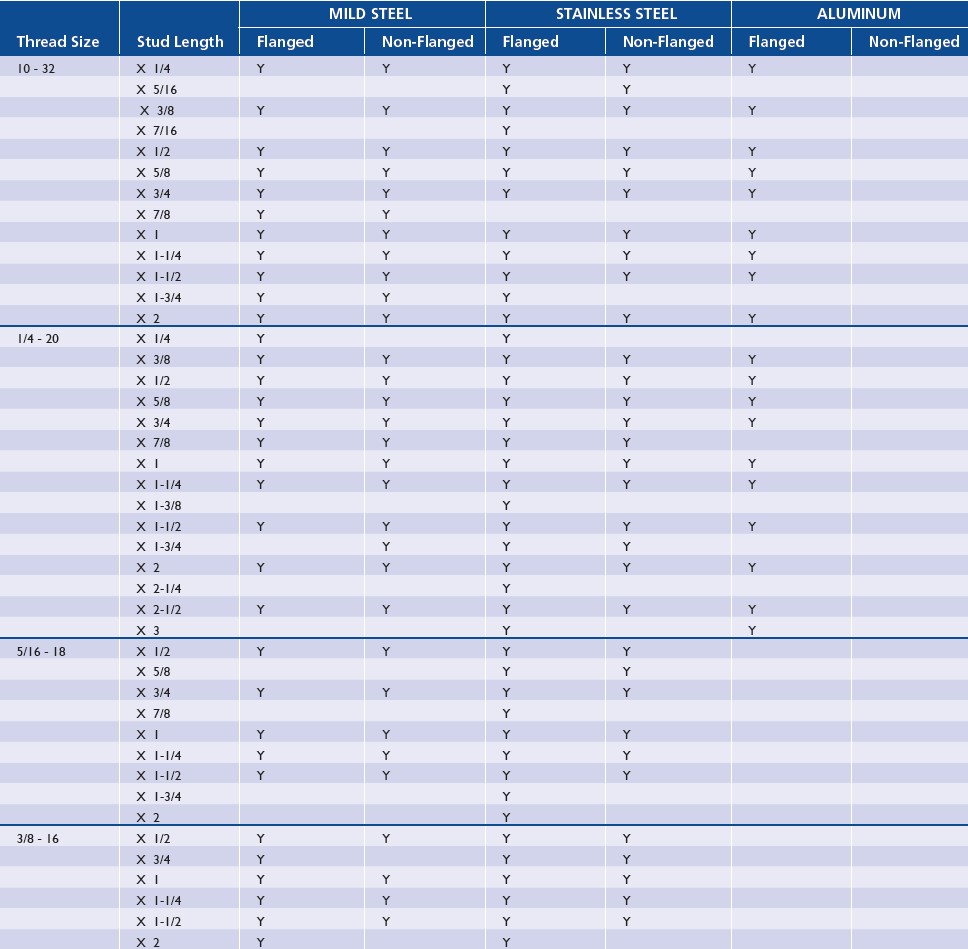
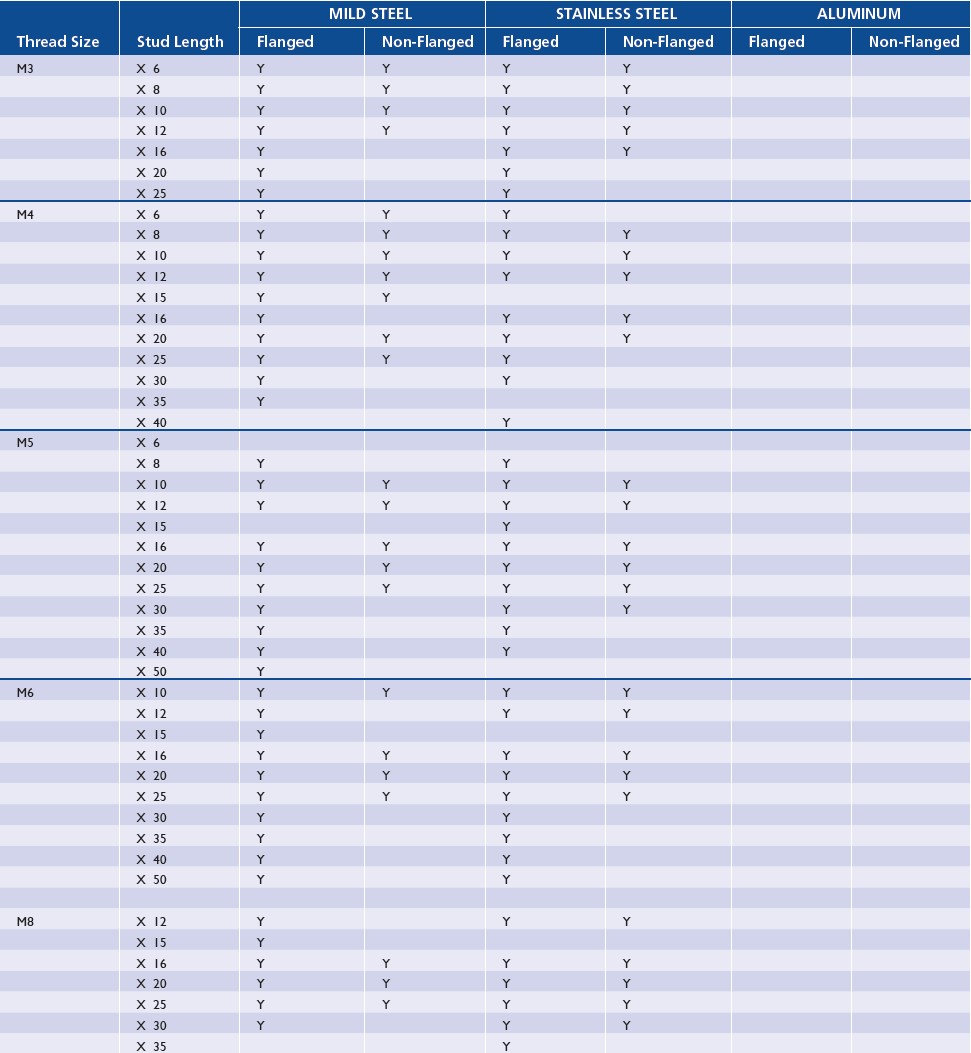
CD WELD STUDS – STANDARD STOCK SIZES
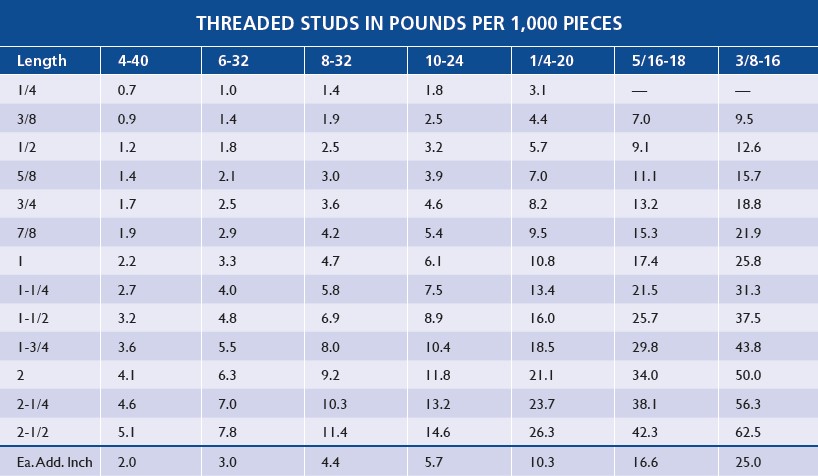
The attached information indicates the THREADED CD Weld Studs that are considered to be “Standard Stock Sizes.” This means that 99% of the time these studs will be in stock.
The attached information does not cover the vast inventory of CD Weld Studs that are:
Contact your Complete Stud Welding Sales Representatives for assistance.