Picking the wrong weld stud for a project does not just waste time. It risks weld failure, surface damage, and costly rework. The decision between Flanged CD Weld Studs and standard weld studs comes up constantly — in automotive shops, sheet metal fabrication, electronics manufacturing, HVAC, and beyond. Both use the CD stud welding process. But they are built differently, perform differently, and suit different applications.
This guide explains those differences clearly. By the end, you will know exactly which stud is right for your next job.
What Are Flanged CD Weld Studs?

Flanged CD Weld Studs are capacitor discharge weld studs that feature a wider, flat base — called a flange — at the welding end. The flange increases the contact area between the stud and the base metal surface.
This design serves two practical purposes. First, it distributes the load of the weld across a larger surface area. Second, it improves stability during the millisecond-duration CD welding cycle, helping the stud stay correctly positioned as the molten metal solidifies.
Flanged weld studs are available in several configurations, including:
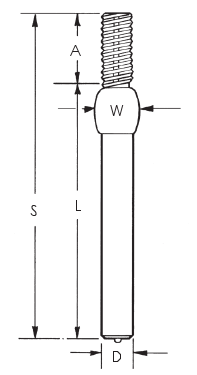
- CD Threaded Flanged Weld Studs — the most common style, with external threads and a standard flange
- CD Threaded Small Flanged Weld Studs — reduced flange diameter for tighter clearance applications
- CD Internally Threaded Flanged (Tapped Pads) — for applications where an internal thread is required
- CD Metric Flanged Weld Studs — metric sizing for European and global specifications
Flanged CD weld studs are available in mild steel, stainless steel, and aluminum, making them compatible with a wide range of base metal and stud material combinations as outlined in our CD compatibility chart.
What Is a Standard Weld Stud?
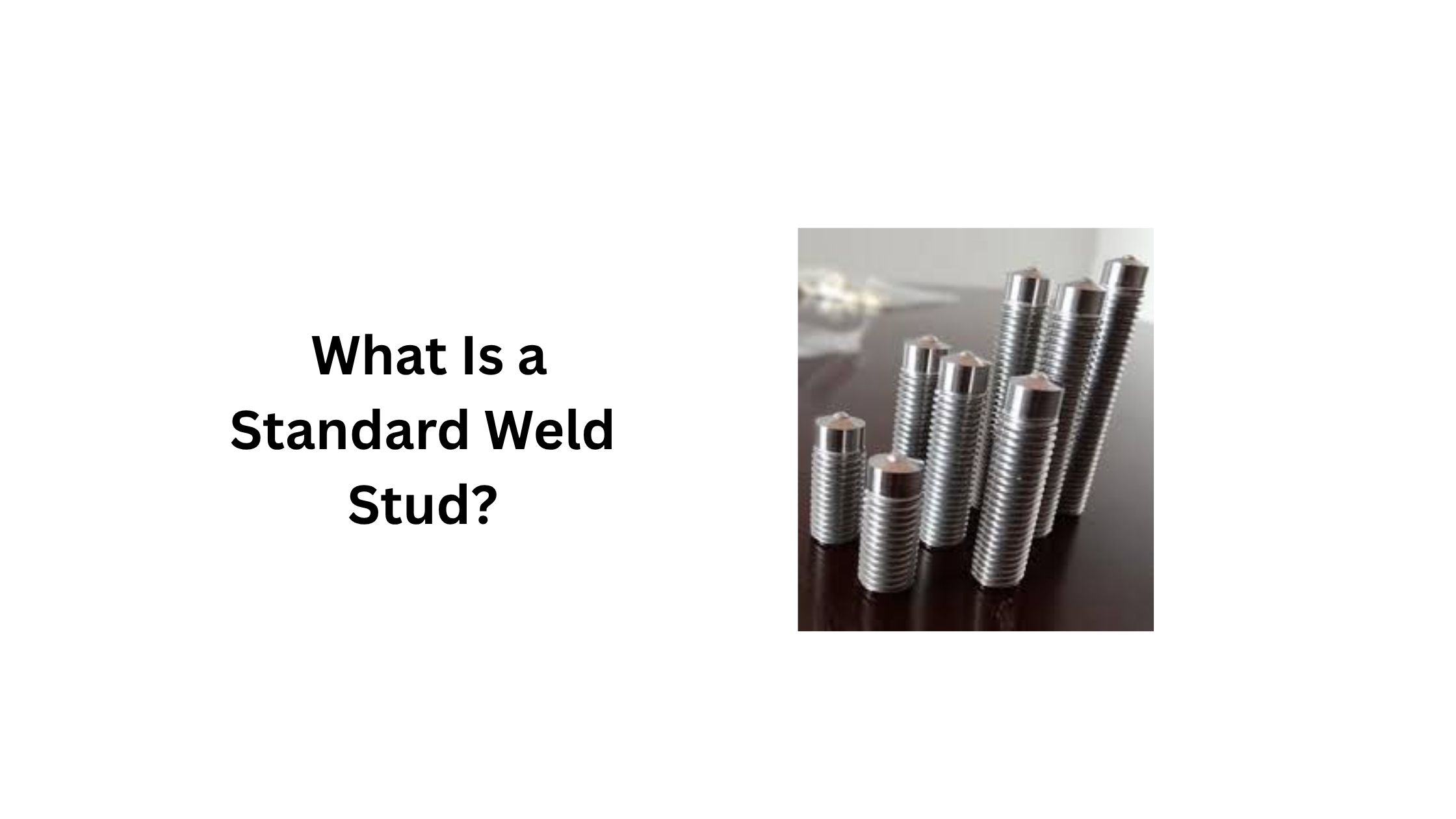
A standard weld stud — in the CD stud welding context — is a non-flanged or minimal-base stud. The weld base diameter is equal to or very close to the shank diameter. There is no expanded flange.
Standard, non-flanged CD weld studs include profiles such as threaded non-flanged studs, collar studs, and ground studs. These are also available from Complete Stud Welding’s CD weld stud product range.
The weld stud standard for CD applications is governed by AWS D1.1 guidelines from the American Welding Society, which specifies weld tip geometry, tensile strength requirements, and inspection procedures that apply to both flanged and non-flanged CD studs.
Non-flanged standard studs concentrate the weld energy into a smaller base area. This can be advantageous in some applications — but it also demands more precision in setup and execution.
Flanged CD Weld Studs vs Standard Weld Studs: Key Differences
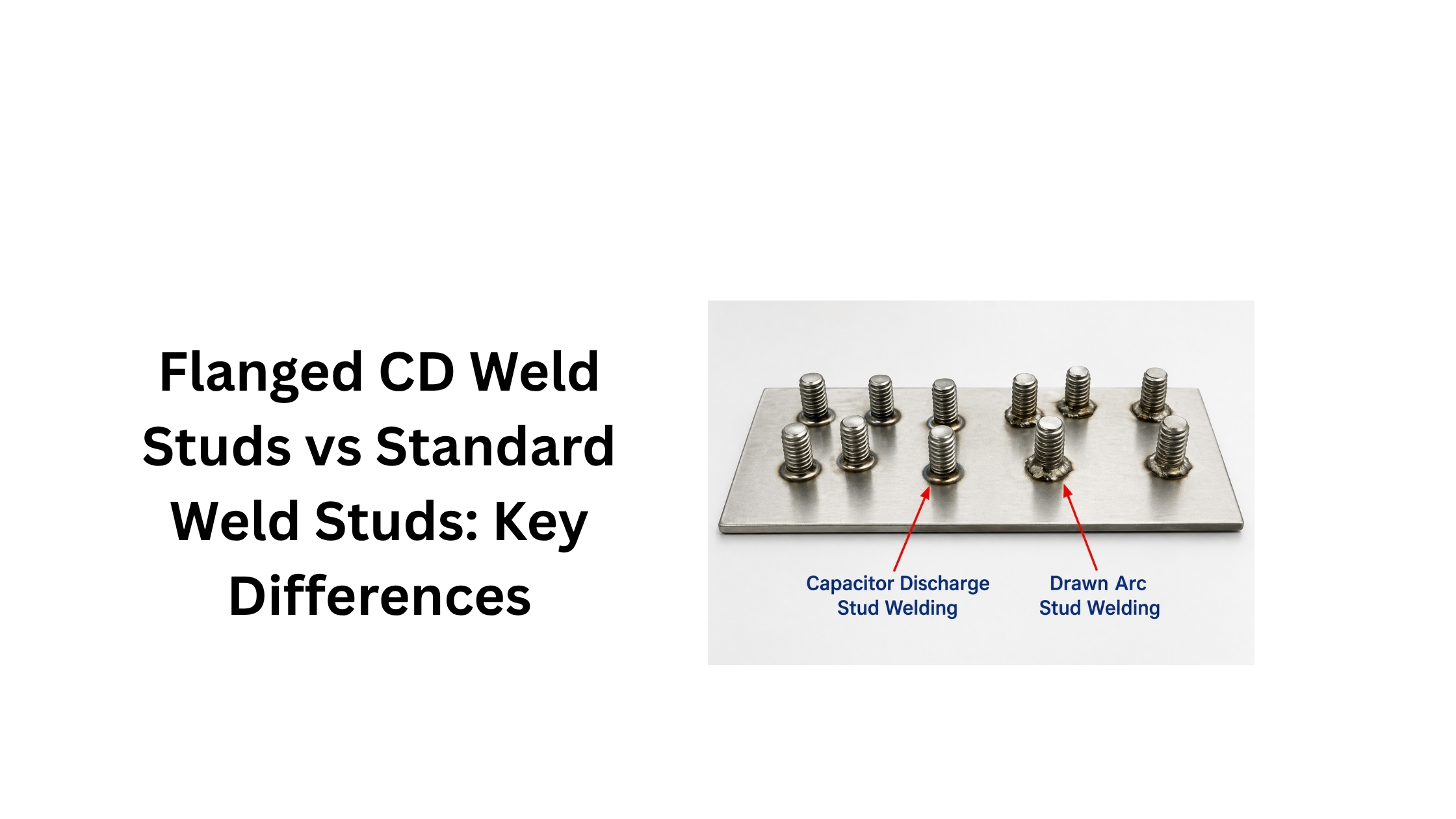
Design and Structure
The most visible difference is the flange itself.
A flanged CD weld stud has a base diameter that is noticeably larger than its shank diameter. This flange — typically ranging from 1.5x to 2x the shank diameter — sits flat against the base metal during welding. After the weld cycle completes, the flange becomes a permanent, load-distributing foot between the stud and the base material.
A standard non-flanged stud has a uniform or near-uniform profile from base to tip. The weld area is limited to the end face of the shank. This results in a smaller weld footprint and a cleaner visual profile.
Both types incorporate the precision weld tip that is critical to the CD process. The tip size and face angle control the timing of the ARC, and therefore, the quality of the resulting weld. This tip geometry must not be disturbed or center-punched before welding.
Strength and Performance
Flanged CD weld studs generally produce stronger, more consistent welds on thin base materials. The larger base area achieves better fusion across a wider contact zone. This is especially beneficial when the base metal is thin or has minor surface imperfections.
The tensile and torque strength of any CD weld stud is calculated based on the mean effective thread area (META) of the stud, as detailed in our published tensile/torque charts. A stud should not be used at its yield load. It is recommended to use studs at no more than 60% of yield, with an appropriate safety factor determined by the application.
Standard non-flanged studs can also achieve strong welds — but their performance is more sensitive to surface cleanliness, stud perpendicularity, and tip condition. The smaller weld zone leaves less margin for process variation.
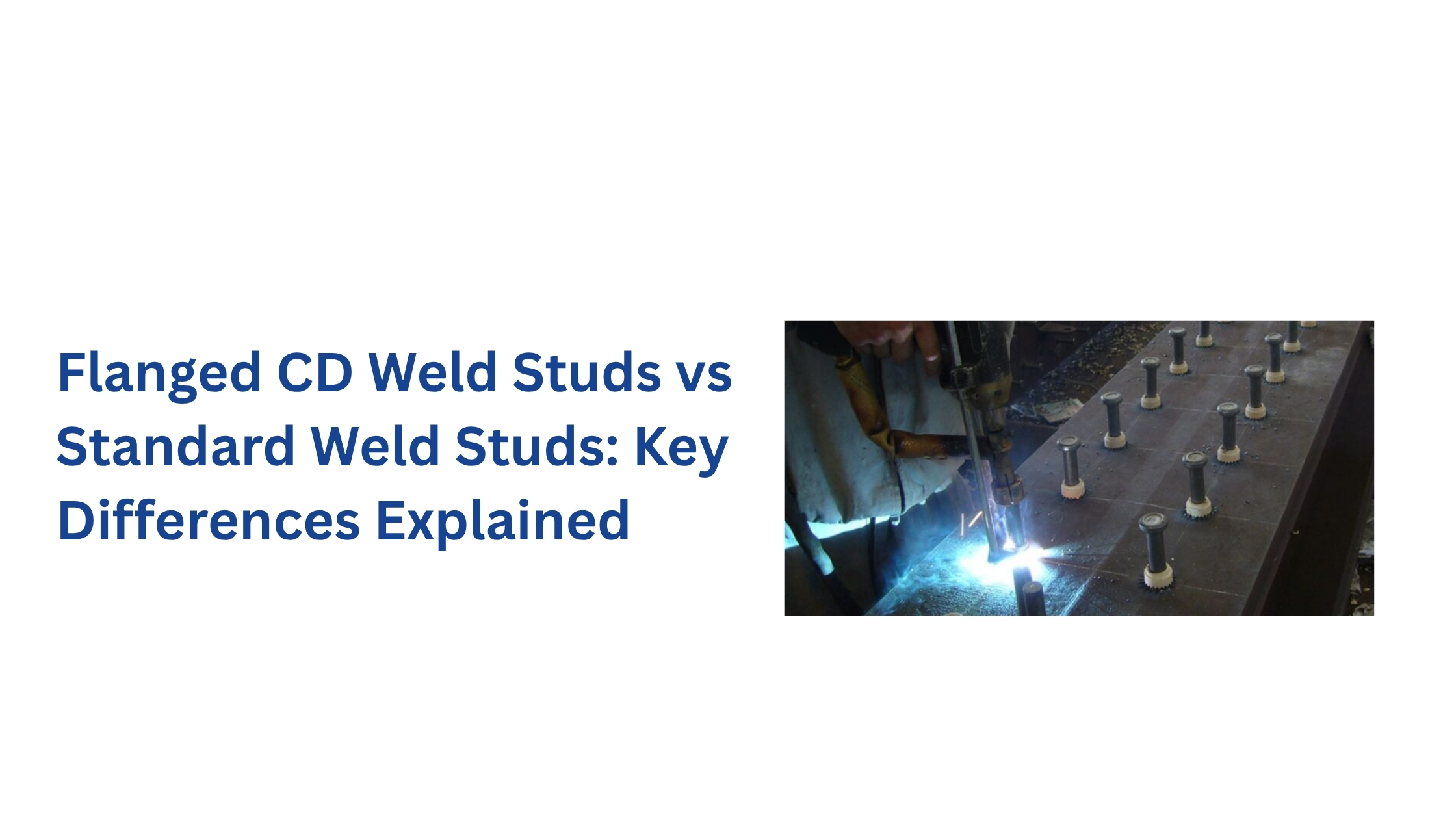
Installation Process
Both flanged and standard CD weld studs follow the same fundamental CD stud welding process. The CD stud welding sequence involves four steps:
- positioning the gun and stud against the work surface
- discharging stored energy through the precision weld tip
- forcing the stud into the molten metal pool, and
- allowing the metal to solidify — all in milliseconds.
However, flanged studs are generally more forgiving during setup. The flange provides natural centering support and a visible reference for alignment. This makes them easier to use consistently in production environments, particularly with newer operators.
Standard non-flanged studs require tighter gun positioning, consistent spring pressure settings, and more careful surface preparation. They are better suited to experienced operators or automated systems where parameters can be precisely controlled.
Key installation reminders for both types:
- Ensure the stud axis is perpendicular to the work surface at all times
- Keep the base surface free from excessive oil, grease, rust, and mill scale
- Never use center punch marks as locating aids for CD studs — this interferes with weld timing
- Mechanically test 2 welded studs at the start of each shift and with each change in stud size
Applications and Use Cases
Flanged CD weld studs are the preferred choice for:
- Thin sheet metal fabrication — where the wider base reduces the risk of burn-through and minimizes reverse-side marking
- Automotive body panels and assemblies — where surface appearance on the reverse side matters
- Electronics and electrical enclosures — mounting points on thin steel or aluminum panels
- HVAC equipment and ductwork — where insulation pins and mounting studs must hold reliably on light-gauge material
- Appliance manufacturing — stud attachment on visible or finished surfaces
Standard non-flanged CD weld studs are better suited for:
- Applications requiring a low-profile stud base — where the flange would create unwanted clearance issues
- Collar or cable tie base applications — specialized profiles that do not benefit from a flange
- Situations where stud base appearance matters — the non-flanged profile is cleaner and less visually prominent
- Ground stud applications — where the stud profile is designed for electrical grounding rather than mechanical attachment
Cost and Efficiency
Flanged studs are typically priced comparably to standard non-flanged studs for common sizes. The real cost difference shows up in process reliability and rework rates.
Because flanged CD weld studs produce more consistent welds with less sensitivity to setup variation, production environments using them tend to experience fewer rejected welds. Fewer rejects mean less rework, less material waste, and lower overall cost per completed assembly.
Standard non-flanged studs may offer a slightly lower unit cost in some sizes. However, they require greater operator skill and more precise equipment calibration to maintain consistent quality, which can increase labor costs on high-volume runs.
Advantages of Flanged CD Weld Studs

To summarize the key benefits:
- A larger weld contact area produces stronger, more consistent welds on thin base metals.
- Improved stability during the CD weld cycle reduces misalignment.
- A more forgiving setup reduces operator error and rework rates.
- Better reverse-side marking performance on thin materials where surface appearance matters.
- Wide material compatibility — mild steel, stainless steel, and CD weld studs aluminum variants are all available.
- Multiple configurations cover virtually every mounting and attachment scenario.
When Should You Use Standard Weld Studs?
Standard non-flanged CD weld studs are the right choice when:
- The application requires a specific stud profile that a flange would interfere with.
- You are welding to thicker base metals where the smaller weld base is fully adequate.
- The stud type — collar, cable tie base, ground stud — is functionally incompatible with a flange design.
- You have experienced operators and precise equipment calibration that can maintain consistent results without the forgiving geometry of a flange.
If you are unsure which applies to your application, the technical team at Complete Stud Welding can help clarify the right choice.
Choosing the Right CD Weld Stud for Your Project

Use this decision framework:
| Factor | Choose Flanged | Choose Standard |
| Base metal thickness | Thin (under 3mm) | Thicker stock |
| Reverse-side marking concern | Yes | No |
| Operator experience | Mixed / lower | Experienced |
| Visual appearance of stud base | Less critical | Low profile preferred |
| Stud profile required | Standard thread | Collar, cable tie, ground |
| Material | Steel, stainless, aluminum | Any weldable material |
When in doubt, the flanged option is the more reliable starting point for most CD stud welding applications on thin to medium base metals.
Tools and Equipment for CD Stud Welding

Proper CD stud welding equipment is essential for both stud types. The CD stud welder must be:
- Capable of welding the intended stud size (verify against manufacturer capacity charts)
- Maintained in proper working order with all cables and ground connections tight
- Set to the correct weld voltage and spring pressure for the specific stud diameter
Complete Stud Welding offers a full range of CD stud welding equipment for purchase and rental equipment for project-specific needs. Our experts help you match the right equipment to your stud size and application.
Accessories, including chucks, collets, feet, and template tube adaptors, also play a role in locating studs consistently. The template method — using template tube adaptors or centering tubes — is the recommended locating approach for CD studs.
Visual inspection of every weld is required. Look for 360-degree weld flash at the stud base. Inconsistent or partial flash indicates a problem with weld energy, surface cleanliness, or stud perpendicularity.
Mechanically test with a bend test (30 degrees by hammer or pipe) or a torque test per the torque value charts.
Which Weld Stud Is Right for You?
The answer usually comes down to three factors: your base metal thickness, your operator’s experience level, and the specific profile your application requires.
For most thin-sheet applications — automotive, electronics, HVAC, appliance manufacturing — Flanged CD Weld Studs are the right starting point. They weld more consistently, produce stronger connections on light-gauge materials, and reduce the margin for operator error.
For specialized profiles or thicker base metals where flange geometry is not needed or desired, standard non-flanged CD welding studs are the appropriate choice.
CD stud welding demands precision at every step. Choosing the right stud type is the first step toward a clean, strong, and repeatable weld.
Wrapping Up
The weld stud market was valued at $6.24 billion globally in 2024 and is projected to reach $9.27 billion by 2033, growing at a 4.5% CAGR — driven by demand across automotive, construction, and manufacturing industries, according to research. Within that market, CD stud welding continues to grow as manufacturers prioritize speed, precision, and minimal surface distortion on increasingly thin base materials.
Complete Stud Welding has supported engineers, fabricators, and manufacturers with stud welding products, equipment, and technical expertise for decades. We carry a comprehensive inventory of flanged CD weld studs, standard non-flanged CD studs, and accessories — in standard and custom configurations, including stainless steel, mild steel, and aluminum.
Whether you are selecting flanged CD weld studs for a new assembly line or evaluating your current CD weld stud inventory, our team can help you:
- Select the right stud type, size, and material for your specific application
- Match the appropriate CD stud welding equipment to your stud size and base metal
- Troubleshoot weld quality issues in the field or in-shop
- Source standard and non-standard sizes — including sizes not listed in the standard stock catalog
Call us at 216-904-4008 or email sales@completestudweld.com with your requirements.


Comments are closed.